
CSE100 CONTINUOUS, COUNTER CURRENT, ALCOHOL, SCREW EXTRACTOR 125lbs/hr
CSE10X up to 1250lbs/hr
(100% DESIGNED & MANUFACTURED IN THE USA)
General Information
- Extraction Type: Solvent
- Solvent: Certified for ethanol. (potential for use with Heptane, Hexane, IPA, and Methanol with minor gasket changes)
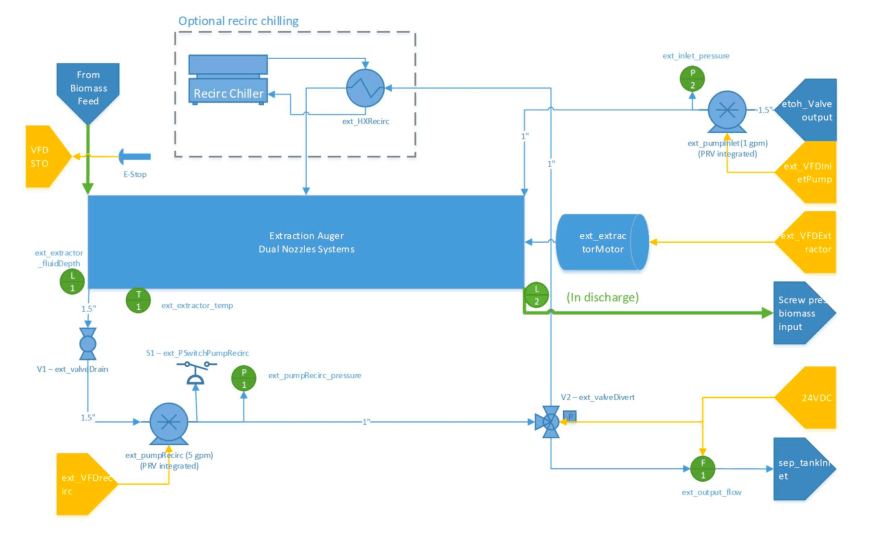
- Extraction implementation: Continuous counter-flow auger
- Extractor Construction: 304 Stainless Steel
- Bath Capacity: 50 gal
- Throughput capacity: 2 lb/min biomass (@1rpm), 1 gpm solvent
- Pump type: Internal gear pump with fluorosilicone seals
- Control: Closed loop and fully automatic with touchscreen HMI
- Fully insulated Tri-clamps used for all interface connections
- Design Certifications/Peer Review
- PSI Certified
- Design Compliance
- NFPA 30, 70, 79
- UL 508A
-
Unit Dimensions: 161.3”L x 61.0”W x 98.9”H
Facility requirements
- Class 1 Division 1 area for the extractor with adequate ventilation to maintain 25% of the LEL of the solvent used
- Unclassified area for the control panels
- Source of chilled solvent: at 1 gpm (nominal)
- Chilled heat transfer fluid to maintain extractor temperature (3kW cooling capacity for cold optional processing)
- Provisions for output micelle flow and waste biomass discharge
- 480VAC 3-phase electrical service at 14 Amps (not including cooling)
- Facility wiring between control panels and the extractor to allow for maximum layout flexibility
- Compressed air (100 psi, 0.6 cfm)
- Appropriate spill containment in compliance with NFPA 30 ch. 17
General Operating Characteristics
- Solvent minimum temperature: variable
- Solvent and slurry pump flow rate: 1-9 gpm
- Input biomass flow rate: 1-5 lbs/min
- Biomass requirements: dirt removed, dried, and chopped to ¼”-1” size
- Screw speed: 1-5 rpm
- Effective extraction duration: 5 minutes (1 rpm, 2 lb/min biomass, 1 gal/min solvent)
- Waste biomass drip dry time (in upper chute): 4.5 minutes (at 1 rpm)
Handling requirements
- Fork lift pockets: 40” long spaced 36” apart center to center
- Weight 3400 lbs
Expandability
- Prewired for integration with the other Helderpad extraction subsystems including: biomass feeding, chilled solvent storage, separation, and filtering
- Recirculation heat exchanger to maintain temperature in the extractor with chiller (3kW) to provide cooling for the recirculation heat exchanger. (Note: this is separate from a customer-provided solvent cooling system. When purchasing a Helderpad Solvent Chilling System, the chiller specified for that system also provides cooling for thE extractor recirculation circuit).

Get A Quote Today
Processing rates are based on the system’s capacity to feed biomass through the auger: average runtimes, yields, and final potency are dependent on input material, generally based on biomass material anatomy, quality, and processing protocol.Check with your local Fire Marshall, Federal, and Industry Regulators for additional information.Shipping dimensions and weights may vary.All specification subject to change.Stock photo may not represent actual system as sold to date.Product performance, specification, and packages subject to change.Customized systems may have longer lead times. Equipment manufactured to be used only for legal purposes. Ask us about discounted Used and Refurbished systems sold “as is”.
All ORDERS ARE SUBJECT TO HELDERPAD’S STANDARD TERMS AND CONDITIONS OF SALE AGREEMENT.
